在現(xiàn)代工業(yè)制造中����,焊接技術(shù)無(wú)疑是連接金屬材料的重要手段之一。其中��,電阻焊作為一種高效���、環(huán)保的焊接方式��,因其獨(dú)特的工藝特點(diǎn)�,在汽車零部件制造���、航空航天�、電子產(chǎn)品等多個(gè)領(lǐng)域得到了廣泛應(yīng)用�����。
電阻焊的基本原理
電阻焊��,是一種利用電流通過(guò)接觸面產(chǎn)生的電阻熱,使金屬局部熔化并接合在一起的焊接方法���。其工作原理可概括為“電阻生熱��,熱致熔化,壓合固結(jié)”:
電阻生熱:當(dāng)兩個(gè)待焊金屬工件緊密接觸時(shí)���,通過(guò)大電流(幾千至幾萬(wàn)安培)流經(jīng)接觸面����。由于接觸面存在微小電阻��,電流通過(guò)時(shí)會(huì)產(chǎn)生大量熱量�。
熱致熔化:這些熱量迅速使接觸區(qū)域的金屬達(dá)到熔化狀態(tài)。
壓合固結(jié):在持續(xù)壓力的作用下�����,熔融的金屬相互滲透���、擴(kuò)散�,冷卻后形成牢固的焊接接頭�。
電阻焊的分類及應(yīng)用
電阻焊技術(shù)根據(jù)具體的工藝特點(diǎn)和實(shí)施方式�,可以細(xì)分為多種類型����,每種類型都有其特定的應(yīng)用場(chǎng)景和優(yōu)勢(shì)。
點(diǎn)焊(Spot Welding)
點(diǎn)焊是最常見(jiàn)的電阻焊形式之一���,主要用于薄板結(jié)構(gòu)的焊接����,如汽車車身的制造����。在點(diǎn)焊過(guò)程中,電極通過(guò)瞬時(shí)大電流作用于工件上的特定點(diǎn)�,形成一個(gè)個(gè)小的熔核,從而實(shí)現(xiàn)連接����。點(diǎn)焊具有生產(chǎn)效率高、成本低�、易于自動(dòng)化等優(yōu)點(diǎn),但不適用于對(duì)焊接接頭強(qiáng)度要求極高的場(chǎng)合��。
縫焊(Seam Welding)
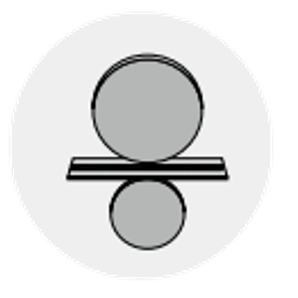
縫焊是點(diǎn)焊的一種連續(xù)形式�,主要用于連續(xù)焊縫的制造����,如金屬容器的邊緣密封�。在縫焊過(guò)程中,電極沿著預(yù)定的焊縫軌跡移動(dòng)�,同時(shí)施加電流和壓力,形成一條連續(xù)的焊接線�。縫焊特別適用于需要較高氣密性或水密性的焊接任務(wù)�。
凸焊(Projection Welding)
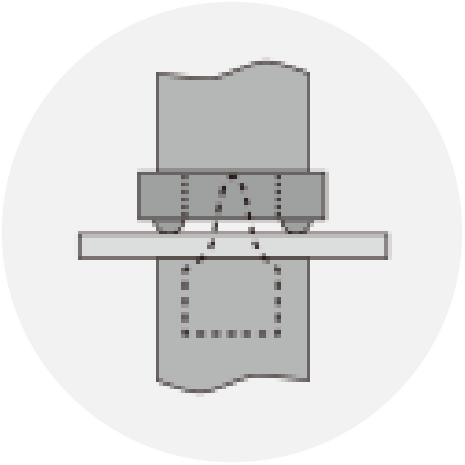
凸焊是一種特殊的電阻焊方法����,通過(guò)在待焊工件上預(yù)制凸點(diǎn)或凸臺(tái)來(lái)增加接觸面積和電阻,從而提高焊接效率和質(zhì)量����。這種方法常用于將螺母、螺栓等緊固件焊接到金屬板上��,具有焊接變形小���、強(qiáng)度高的特點(diǎn)�����。
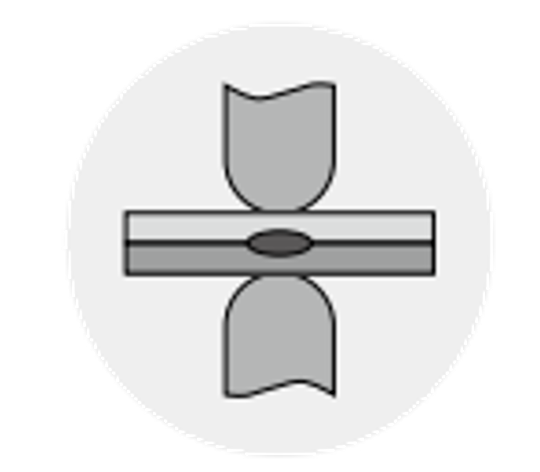
對(duì)焊(Butt Welding)
對(duì)焊是將兩個(gè)相同或不同材質(zhì)的金屬棒����、管等直接對(duì)接,通過(guò)電阻加熱使其端面熔化并壓合在一起的焊接方式�����。對(duì)焊適用于較大截面的金屬件連接�����,如電線電纜��、鋼管的制造��。對(duì)焊技術(shù)能夠?qū)崿F(xiàn)較高的接頭強(qiáng)度和良好的導(dǎo)電�、導(dǎo)熱性能。
電阻焊技術(shù)以其高效�����、節(jié)能���、環(huán)保的特點(diǎn)���,在現(xiàn)代制造業(yè)中扮演著不可或缺的角色�。通過(guò)深入了解電阻焊的基本原理及其不同類型的應(yīng)用�����,我們可以更好地選擇適合的焊接工藝�����,優(yōu)化生產(chǎn)流程�,提高產(chǎn)品質(zhì)量。隨著科技的進(jìn)步����,電阻焊技術(shù)也在不斷革新��,向著更高的自動(dòng)化����、智能化水平發(fā)展,為制造業(yè)的轉(zhuǎn)型升級(jí)提供強(qiáng)大的技術(shù)支持���。