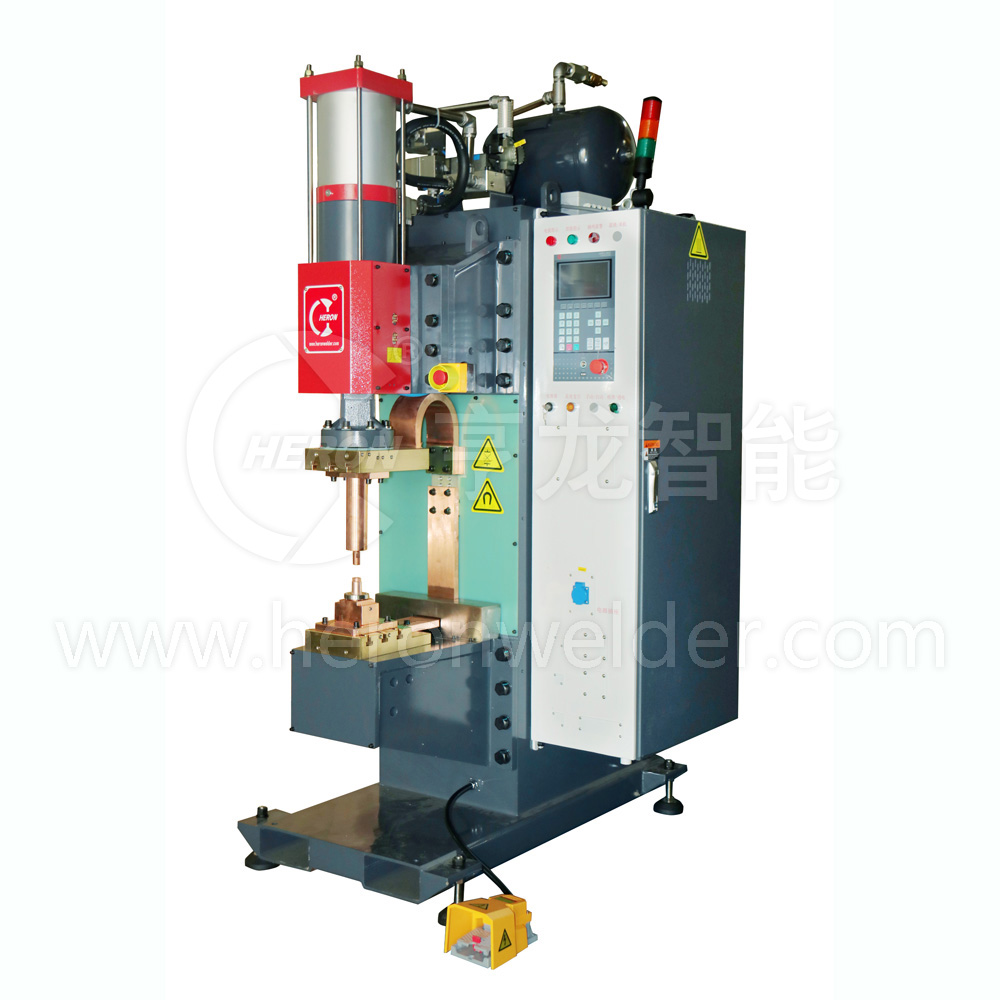
凸焊機(jī)的凸焊是一種點(diǎn)焊變形��,通常在兩個(gè)板之一上沖出凸出點(diǎn)�,然后進(jìn)行焊接。由于電流集中����,克服了點(diǎn)焊偏離核的缺陷,工件在凸焊過(guò)程中的厚度比可以達(dá)到6:1�。在凸焊過(guò)程中,電極必須隨著凸出點(diǎn)的壓縮而迅速下降���,否則會(huì)因壓力損失而發(fā)生飛濺����,因此應(yīng)選擇較大的電極壓力��。為了防止凸起的位移�,還應(yīng)選擇較小的焊接電流���。
凸焊機(jī)的工藝參數(shù):
電極壓力:凸起焊接的電極壓力取決于焊接金屬的性能��、凸起的大小和一次性焊接的凸起的數(shù)量��。當(dāng)凸起達(dá)到焊接溫度時(shí)���,電極壓力應(yīng)足以完成壓力����,并使兩個(gè)工件緊密貼合���。由于電流密度的有效性�����,電極壓力過(guò)大會(huì)導(dǎo)致過(guò)早的壓縮凸出點(diǎn)失去了凸出點(diǎn)的作用����,并降低了接頭的強(qiáng)度�。壓力太小,會(huì)造成嚴(yán)重的飛濺���,所以凸起焊機(jī)的移動(dòng)性越高越好���,提高移動(dòng)性的主要方法是降低加壓系統(tǒng)的活動(dòng)部件的質(zhì)量����,并使用滾動(dòng)摩擦����。
焊接時(shí)間:對(duì)于所給工件的材料和厚度,焊接時(shí)間由焊接電流和凸點(diǎn)剛度決定��。與電極壓力和焊接電流相比���,凸焊低碳鋼和低合金鋼時(shí)的焊接時(shí)間是次要的�。確定合適的電極壓力和焊接電流后��,調(diào)整焊接時(shí)間以獲得滿意的焊點(diǎn)���。如果你想縮短焊接時(shí)間��,你需要相應(yīng)地增加焊接電流���,但是過(guò)度增加焊接電流可能會(huì)導(dǎo)致金屬過(guò)熱和飛濺。一般來(lái)說(shuō)��,凸焊的焊接時(shí)間比點(diǎn)焊長(zhǎng)��,而電流比點(diǎn)焊小�����。多點(diǎn)凸焊的焊接時(shí)間比單點(diǎn)凸焊長(zhǎng)一點(diǎn)��,從而降低每個(gè)點(diǎn)加熱的高度不一致�。
焊接電流:每個(gè)焊點(diǎn)所需的電流小于同一焊點(diǎn)所需的電流。但是����,電流必須能夠熔化凸點(diǎn),然后才能完全壓縮凸點(diǎn)�。推薦的電流應(yīng)為最大電流,以避免在適當(dāng)?shù)臉O性壓力下擠壓太多金屬��。對(duì)于某些凸點(diǎn)的大小�����,擠壓金屬的數(shù)量隨著電流的增加而增加�����。使用增加的振幅調(diào)節(jié)電流可以減少擠壓金屬。與點(diǎn)焊一樣�����,焊接金屬的性能和厚度仍然是選擇焊接電流的主要依據(jù)����。